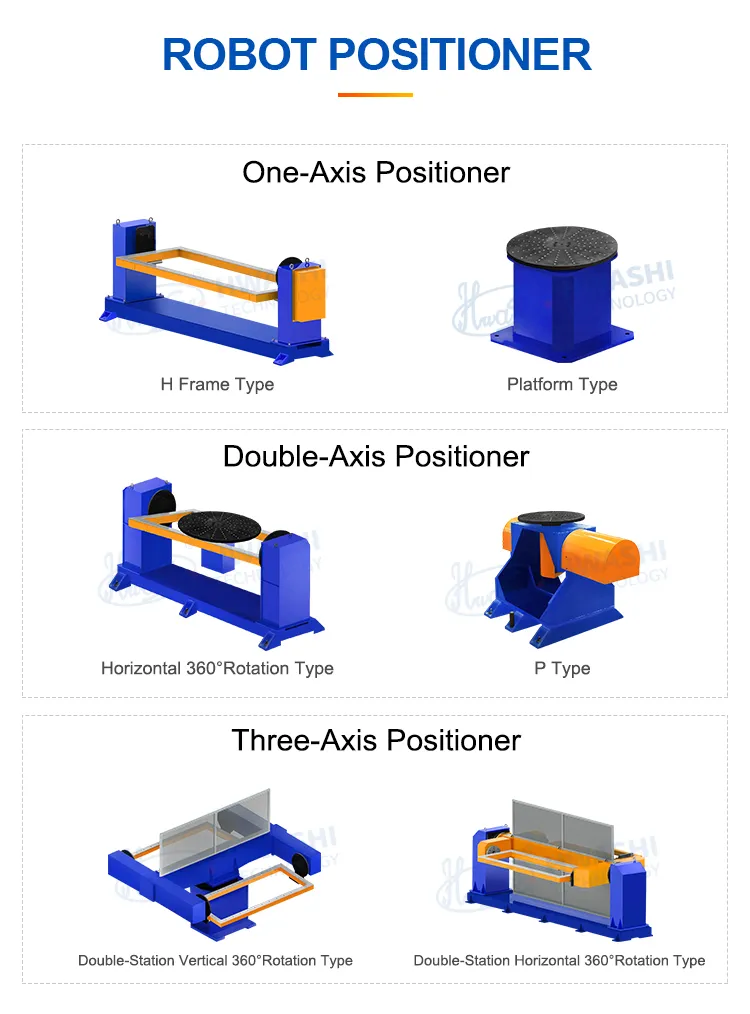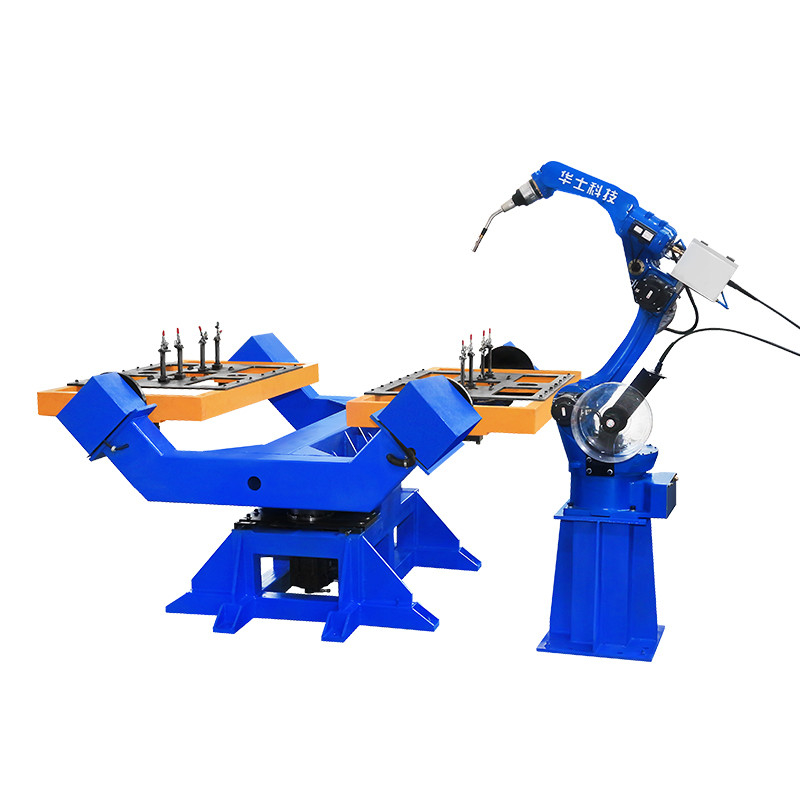


1Комплексная система сварных роботов включает в себя один набор HS-R6-08 с длиной рук 1,4 м, 1 набор сварной машины 400A TIG, 1 набор автоматического противосопротивляющего сварного пистолета,2 комплекта одноосевого вертикального позиционирования вращения2.Автоматическая сварка выполняется шестиосным роботизированным сварщиком MIG.Цилиндры или быстрые зажимы используются для фиксации положения продукта с принципом рычага для обеспечения требований к позиционированию автоматической сварки роботаВ соответствии с требованиями эффективности производства, разрабатываются два комплекта позиционирующих устройств.один для погрузки и разгрузки заготовки, а другой для сварки.
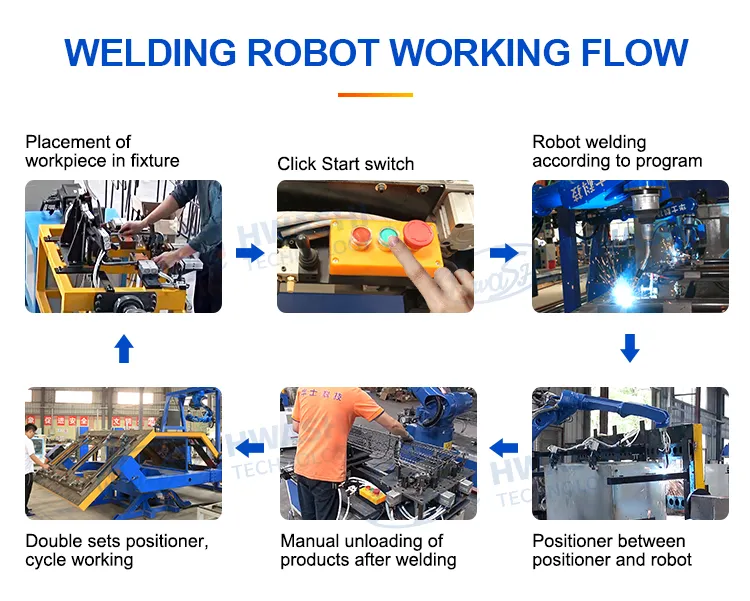
Рабочий процесс
1) Ручная загрузка заготовки к фиксатору на стационарном столе станции 1;
2) Начать сварку;
3) Робот и сварочная машина будут делать сварку на заготовке согласно предварительно установленной программе;
4) Заваривание завершено;
5) Во время сварки станции 1 станция 2 загружается и фиксируется синхронно.
6) Цикл работы
7) Эта машина может достичь автоматической сварки с ручной загрузкой материала. Она также может улучшить качество сварки и эффективность сварки. Более того, она может снизить стоимость производства.Проблема нестабильного качества и низкой эффективности производства, вызванная чисто ручной работой, была решена.
Список машин
1- позиционирующий механизм, ручная загрузка;
2. цилиндр для зажимания изделия;
3. цилиндр для поворота светильника;
4. Автоматическая сварка робота;
5. Ручная разгрузка продукта;
6Сварное устройство для очистки пистолета
Список машин
1- позиционирующий механизм, ручная загрузка;
2. цилиндр для зажимания изделия;
3. цилиндр для поворота светильника;
4. Автоматическая сварка робота;
5. Ручная разгрузка продукта;
6Сварное устройство для очистки пистолета